



Zapraszamy do kontaktu z nami, stałym nie tylko niezawodnym dostawcą, ale także twojego partnera biznesowego.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Mar 25,2026
Nitonakrętki — zwane także nitonakrętkami, wkładkami gwintowanymi, wkładkami gwintowanymi lub nakrętkami — to cienkościenne cylindryczne elementy złączne z gwintem wewnętrznym, które są instalowane we wstępnie wywierconym otworze tylko z jednej strony, bez dostępu do tylnej strony materiału. Po zainstalowaniu zapewniają mocne, trwałe połączenie gwintowe w materiałach, które są zbyt cienkie, aby same utrzymać użyteczny gwint, w materiałach, w których gwintowanie nie zapewni odpowiedniej wytrzymałości na wyrywanie, lub w zespołach, w których tylna część panelu jest całkowicie niedostępna po wyprodukowaniu.
Zasada montażu jest prosta, ale mechanicznie elegancka: nitonakrętka jest wkładana przez otwór tak, aby jej gwintowany korpus wystał po dostępnej stronie. Narzędzie do osadzania łączy się z gwintem wewnętrznym i pociąga trzpień, przytrzymując kołnierz, powodując zapadnięcie się niegwintowanej tylnej części korpusu i odkształcenie na zewnątrz w wybrzuszenie, które zaciska obie strony materiału pomiędzy wybrzuszeniem a kołnierzem. Rezultatem jest zaprasowane, nieobrotowe łączniki gwintowane, które są trwale zakotwiczone w otworze. Zamontowana nitonakrętka może następnie pomieścić standardową śrubę lub wkręt od dostępnej strony, skutecznie tworząc nakrętkę w miejscu, w którym w przeciwnym razie nie można by utrzymać żadnej nakrętki.
Wartość inżynieryjna nitonakrętki jest najbardziej widoczne w produkcji blach, gdzie cienkie panele stalowe i aluminiowe wymagają bezpiecznych połączeń gwintowych do pokryw, wsporników, uchwytów i mocowania sprzętu bez nakrętek do spawania lub stosowania nakrętek klatkowych, które wymagają dostępu z obu stron. Są równie cenne w panelach kompozytowych, pustych profilach, obudowach z tworzyw sztucznych i wszelkich konstrukcjach, w których połączenie jednostronnego dostępu i silnego połączenia gwintu wymagałoby w przeciwnym razie przeprojektowania. Dobrze zamontowana nitonakrętka z blachy stalowej o grubości 2 mm może zapewnić obciążenie wyrywające wynoszące 3 000–7 000 N i wytrzymałość na moment skręcający przy ściąganiu 4–25 N·m, w zależności od rozmiaru gwintu i materiału — wydajność, jaką mogą osiągnąć nakrętki spawane, ale której nie osiąga żaden konwencjonalny gwint gwintowany w cienkiej blasze.
Nitonakrętki są produkowane w kilku konfiguracjach łbów i profili korpusu, które wpływają na to, jak zainstalowany łącznik jest osadzony na powierzchni panelu, jaki moment obrotowy może wytrzymać przed obracaniem i jaki zakres grubości panelu może wytrzymać. Wybór odpowiedniego typu korpusu jest równie ważny, jak wybór odpowiedniego materiału i rozmiaru gwintu — użycie nitonakrętki z łbem płaskim, gdy wymagany jest łeb wpuszczany, lub modelu gładkiego, gdy korpus jest radełkowany, aby zapobiec obrotowi, powoduje, że instalacja nie spełnia wymagań projektowych, niezależnie od tego, jak precyzyjnie została ustawiona.
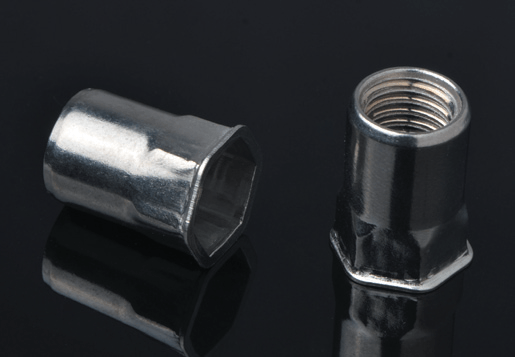
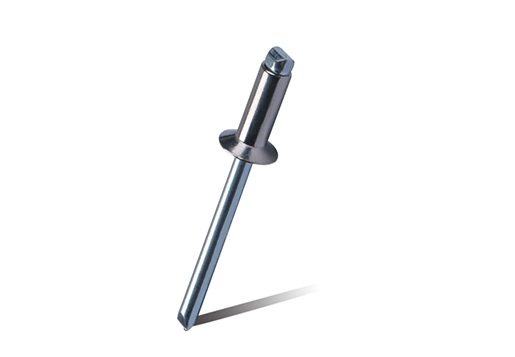
Łeb płaski (zwany także kołnierzem dużym lub kołnierzem standardowym) jest najpopularniejszym typem łba nitowanego. Średnica kołnierza jest większa niż średnica otworu, opiera się o powierzchnię panelu i opiera się o nią, rozkładając obciążenie zaciskające. Nitony z łbem płaskim stosuje się tam, gdzie zamontowany łeb łącznika nie musi być zlicowany z powierzchnią – wewnątrz obudów, na wspornikach konstrukcyjnych oraz w zastosowaniach związanych z montażem ukrytym. Duża średnica kołnierza zapewnia dobrą powierzchnię nośną względem materiału panelu, co jest ważne w przypadku bardziej miękkich materiałów, takich jak blacha aluminiowa i tworzywa sztuczne, gdzie mały kołnierz mógłby przeciągnąć się przez otwór pod dużym obciążeniem śrub.
Nitonakrętki stożkowe mają kołnierz kątowy zaprojektowany tak, aby przylegały do powierzchni panelu lub pod nią, gdy są instalowane w otworze z łbem stożkowym. Dzięki temu po montażu powstaje całkowicie płaska powierzchnia, co jest niezbędne w przypadku powierzchni aerodynamicznych, mechanizmów przesuwnych, paneli dekoracyjnych i każdego montażu, w którym wystający łeb łącznika byłby nie do zaakceptowania pod względem funkcjonalnym lub estetycznym. Kąt wgłębienia wynosi zazwyczaj 90° lub 120°, co odpowiada standardowej geometrii wiertła pogłębiającego. Nitony stożkowe wymagają dodatkowego pogłębienia otworu przed montażem, co stanowi dodatkowy etap procesu, ale uzyskany w ten sposób montaż na płasko jest często jedynym akceptowalnym rozwiązaniem spełniającym wymagania aplikacji.
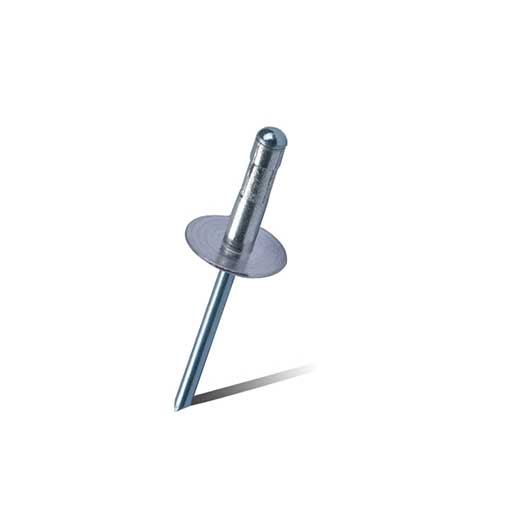
Nitonakrętki z łbem zredukowanym mają mniejszą średnicę kołnierza niż standardowe konstrukcje z łbem płaskim, co umożliwia montaż w miejscach, w których przestrzeń między otworem a sąsiadującym elementem jest ograniczona — w pobliżu krawędzi panelu, w pobliżu szwów spawalniczych lub w kanałach, w których pełnowymiarowy kołnierz fizycznie nie pasowałby. Zmniejszona powierzchnia nośna mniejszego kołnierza oznacza niższą nośność przy przeciąganiu w miękkich materiałach, dlatego warianty ze zmniejszonym łbem najlepiej nadają się do twardszych materiałów, takich jak blacha stalowa, gdzie naprężenie łożyska kołnierza jest niższe w stosunku do granicy plastyczności materiału. W niektórych zastosowaniach wykorzystuje się również radełkowany lub sześciokątny profil zewnętrzny korpusu w połączeniu ze zmniejszonymi łbami, aby zapobiec obrotowi pod wpływem momentu obrotowego, kompensując zmniejszony chwyt kołnierza o mniejszej średnicy.
Nitonakrętki produkowane są z czterech podstawowych rodzin materiałów, z których każda jest dostosowana do różnych kombinacji materiałów podstawowych, narażenia środowiskowego i wymagań dotyczących obciążenia. Wybór materiału nitonakrętki musi uwzględniać nie tylko wymagania mechaniczne złącza, ale także kompatybilność galwaniczną z materiałem macierzystym — zainstalowanie stalowej nitonakrętki w panelu aluminiowym w środowisku morskim tworzy ogniwo galwaniczne, które w ciągu kilku miesięcy zniszczy otaczające aluminium.
| Materiał | Siła wyciągania | Odporność na korozję | Kompatybilne materiały nadrzędne | Najlepsze aplikacje |
|---|---|---|---|---|
| Stal (ocynkowana) | Najwyższy | Umiarkowany (wewnątrz/na sucho) | Stal, żelazo, twarde tworzywa sztuczne | Obudowy przemysłowe, maszyny, pojazdy |
| Aluminium | Umiarkowane | Dobry (na zewnątrz) | Aluminium sheet, thin composites | Panele lotnicze, armatura morska, nadwozia pojazdów elektrycznych |
| Stal nierdzewna (A2/A4) | Wysoka | Znakomicie | Stal, stal nierdzewna, aluminium (z izolatorem) | Sprzęt morski, przetwórstwo spożywcze, sprzęt outdoorowy |
| Mosiądz | Umiarkowane–High | Bardzo dobrze | Tworzywa sztuczne, PCB, panele nieżelazne | Obudowy elektroniki, armatura wodno-kanalizacyjna |
Nakrętki stalowe z powłoką cynkową są najpowszechniej stosowane i zapewniają najwyższe bezwzględne wartości wyrywania i momentu obrotowego, co czyni je domyślnym wyborem do zastosowań z blachami ze stali konstrukcyjnej w osłoniętych lub suchych pomieszczeniach zamkniętych. Cynkowanie zapewnia umiarkowaną ochronę przed korozją, odpowiednią dla urządzeń przemysłowych znajdujących się w pomieszczeniach, ale niewystarczającą w przypadku długotrwałego narażenia na zewnątrz lub na wybrzeżu. W przypadku zastosowań zewnętrznych na konstrukcjach stalowych, nitonakrętki ze stali nierdzewnej A2 (304) lub A4 (316) zapewniają niezbędną odporność na korozję — stopień A4 w środowiskach morskich o dużej zawartości chlorków, gdzie A2 byłby narażony na ryzyko korozji szczelinowej pod zainstalowanym kołnierzem.
Aluminiowe nitonakrętki z aluminiowym materiałem macierzystym są idealnym wyborem pod względem galwanicznym do konstrukcji i paneli aluminiowych. Ich niższa granica plastyczności w porównaniu ze stalą oznacza, że podczas montażu wytwarzają bardziej miękkie wybrzuszenie, co może być korzystne w przypadku cienkich lub delikatnych materiałów macierzystych, gdzie siła montażowa stalowej nitonakrętki zniekształciłaby strefę otworu. Nitonów aluminiowych nie należy stosować tam, gdzie śruba zaciskająca będzie wykonana ze stali o wysokiej wytrzymałości, dokręconej momentem obrotowym przekraczającym moment obrotowy taśmy gwintowanej bardziej miękkiej aluminiowej wkładki – w takich przypadkach wymagany jest nitonakrętka ze stali lub stali nierdzewnej, z zachowaniem odpowiednich środków izolacji galwanicznej panelu aluminiowego.
Nitonakrętki są dostępne w rozmiarach gwintów metrycznych od M3 do M16 oraz w ujednoliconych rozmiarach gwintów od 6-32 UNC do 3/8-16 UNC, obejmując pełny zakres rozmiarów elementów złącznych stosowanych w lekkich blachach i średnich zastosowaniach konstrukcyjnych. Zakres chwytu — zakres grubości materiału macierzystego, jaki może pomieścić nitonakrętka — jest równie ważny jak rozmiar gwintu, ponieważ nitnakrętka zainstalowana w materiale spoza jego zakresu chwytu albo nie utworzy odpowiedniego wybrzuszenia (zbyt gruba), albo nadmiernie odkształci się i rozerwie korpus (zbyt cienka).
Każdy model nitonakrętki jest zaprojektowany dla określonego zakresu przyczepności, zwykle obejmującego różnicę grubości materiału w zakresie 1,5–4 mm w ramach jednego numeru części. Nakrętka przystosowana do zakresu przyczepności 0,5–3,0 mm będzie prawidłowo instalowana w dowolnej blasze lub panelu w tym zakresie grubości, tworząc spójne wybrzuszenie, które zapewnia pełne znamionowe obciążenie zaciskające. Instalowanie nitonakrętki o zakresie chwytu 0,5–3,0 mm w materiale o grubości 4 mm jest częstym błędem, który powoduje montaż, w którym korpus nie odkształca się na tyle, aby chwycić tylną powierzchnię materiału — nitonakrętka będzie się obracać lub wyciągać pod bardzo niskimi obciążeniami.
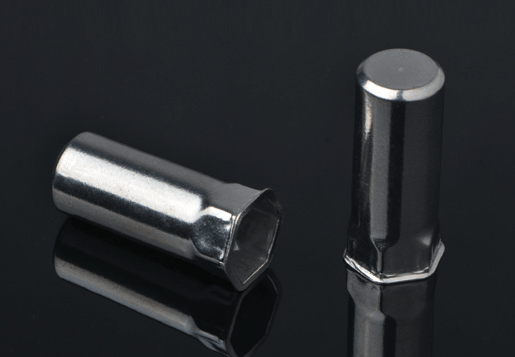
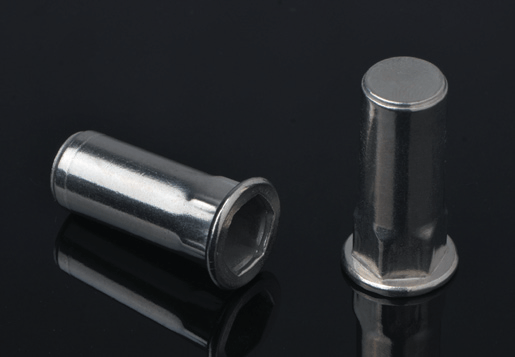
Standardowe nitonakrętki otwarte mają korpus z gwintem przelotowym, który jest otwarty zarówno na końcu kołnierzowym, jak i na wystającym (ślepym) końcu. Umożliwia to przejście dowolnej długości śruby przez zamontowaną wkładkę, ale oznacza również, że płyny, gazy i zanieczyszczenia mogą przedostawać się przez korpus nitonakrętki w obu kierunkach. W zastosowaniach wymagających uszczelnienia płynnego lub ciśnieniowego w miejscu łącznika – obudowy ciśnieniowe, sprzęt zewnętrzny, panele zawierające płyn – należy określić nitonakrętki zamknięte z uszczelnionym ślepym końcem. Konstrukcje z zamkniętymi końcami mają tę samą geometrię zewnętrzną i metodę montażu, co konstrukcje z końcówkami otwartymi, ale blokują przepływ płynu przez korpus wkładki, zachowując integralność dowolnej uszczelki lub szczeliwa na styku złącza bez konieczności stosowania dodatkowych środków uszczelniających w otworze łącznika.
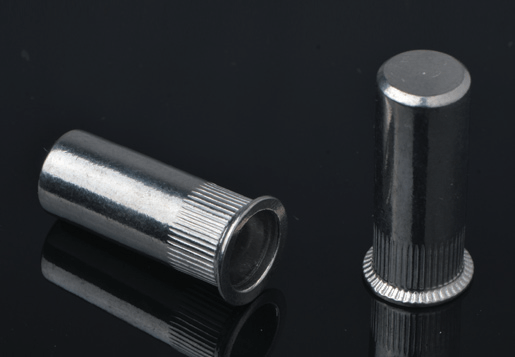
Standardowe nitonakrętki o gładkim korpusie opierają się na tarciu pomiędzy zdeformowanym wybrzuszeniem korpusu a materiałem panelu, aby zapobiec obrotowi podczas dokręcania lub usuwania pasowanej śruby. W przypadku miękkich materiałów — cienkiego aluminium, tworzyw sztucznych i paneli kompozytowych — ten opór tarcia może być niewystarczający, powodując obracanie się nitonakrętki w otworze, zamiast umożliwiać dokręcenie lub wykręcenie śruby. Nitony radełkowane mają podłużne ząbki lub wzór radełkowany na zewnętrznej powierzchni korpusu, który wcina się w ściankę otworu podczas montażu, zapewniając mechaniczną blokadę przeciwobrotową niezależną od tarcia zaciskającego. Radełkowane nitonakrętki są właściwą specyfikacją do każdego zastosowania, w którym materiał macierzysty jest wystarczająco miękki, aby umożliwić obracanie się przy umiarkowanym momencie obrotowym lub gdzie śruba będzie często usuwana i ponownie instalowana przez cały okres użytkowania produktu.

Prawidłowy montaż nitonakrętek wymaga narzędzia do osadzania, które może zastosować precyzyjną kombinację siły ciągnącej i skoku wymaganej do utworzenia wybrzuszenia bez nadmiernego lub niedostatecznego ustawienia korpusu. Użycie niewłaściwego narzędzia — lub nieprawidłowe użycie prawidłowego narzędzia — jest najczęstszą przyczyną słabych lub uszkodzonych instalacji nitonakrętek. Wybór narzędzia zależy od wielkości instalowanego gwintu, wielkości produkcji i dostępności miejsca instalacji.
Ręczne narzędzia do osadzania nitonakrętek wykorzystują mechanizm nożycowy lub dźwigniowy z dwoma uchwytami do generowania siły ciągnącej na gwint trzpienia, tworząc wybrzuszenie poprzez dźwignię mechaniczną. Są tanie, nie wymagają źródła zasilania i nadają się do okazjonalnego użytku lub prac naprawczych w terenie przy małych średnicach gwintów — zazwyczaj od M3 do M8. Ograniczeniem narzędzi ręcznych jest zmęczenie operatora i niespójność w przypadku produkcji wielkoseryjnej, gdzie siła instalacyjna różni się w zależności od operatora i w trakcie zmiany. W przypadku rozmiarów M10 i większych wymagana siła uciągu przekracza tę, którą większość operatorów może niezawodnie wygenerować za pomocą narzędzia ręcznego, dlatego konieczne są narzędzia pneumatyczne lub zasilane akumulatorowo.
Pneumatyczne narzędzia do osadzania nitonakrętek wykorzystują sprężone powietrze do napędzania tłoka, który wywiera wymaganą siłę ciągnącą na gwintowany trzpień, a następnie odwraca kierunek, aby zwolnić trzpień i wyrzucić wkładkę ustalającą. Zapewniają stałą siłę montażową niezależnie od zmęczenia operatora lub zmienności, co czyni je standardowym wyborem w przypadku linii produkcyjnych, gdzie instaluje się setki lub tysiące nitonakrętek na zmianę. Dostępne są narzędzia pneumatyczne z regulowaną siłą uciągu i skokiem, które można skalibrować pod kątem określonych rozmiarów i materiałów nitonakrętek, zapewniając stałą jakość montażu w całym cyklu produkcyjnym. Narzędzia hydrauliczne stosuje się do największych rozmiarów (M12–M16), gdzie samo ciśnienie pneumatyczne nie jest wystarczające do wytworzenia wymaganego obciążenia nastawczego w wysokości 15–25 kN.
Udział w rynku narzędzi do montażu nitonakrętek zasilanych akumulatorowo znacznie wzrósł, ponieważ technologia akumulatorów litowo-jonowych sprawiła, że narzędzia bezprzewodowe są wystarczająco mocne, aby móc instalować nitonakrętki M8–M12 ze stałą siłą i bez konieczności stosowania narzędzi pneumatycznych w linii lotniczej. Narzędzia bezprzewodowe idealnie nadają się do prac instalacyjnych na miejscu, prac serwisowych w terenie i środowisk produkcyjnych, w których nie jest dostępne sprężone powietrze lub gdzie ważna jest mobilność narzędzi. Wiodący producenci, w tym Stanley Engineered Fastening (marka POP), Gesipa i Böllhoff oferują bezprzewodowe narzędzia do nitonakrętek z ustawieniami momentu obrotowego i skoku regulowanymi za pomocą interfejsu narzędzia, zapewniając porównywalną spójność instalacji z narzędziami pneumatycznymi w przypadku rozmiarów w ich zakresie wydajności.
Prawidłowo zamontowana nitonakrętka wymaga precyzyjnego wykonania na każdym etapie — przygotowania otworu, weryfikacji doboru nitonakrętki, kalibracji narzędzia do osadzania i kontroli pomontażowej. Na każdym etapie skróty powodują, że złącza ulegają uszkodzeniu poniżej swojej nośności znamionowej, a rodzaj awarii – obracanie się w otworze lub przeciąganie pod obciążeniem – często nie jest widoczny, dopóki złącze nie zostanie przetestowane lub nie ulegnie awarii.
Nitonakrętki pojawiają się w wyjątkowo szerokiej gamie branż i zastosowań, których jednoczy wspólny wymóg dotyczący mocnego połączenia gwintowego w miejscu, gdzie dostępna jest tylko jedna strona materiału macierzystego. Zrozumienie specyficznych wymagań każdego zastosowania pomaga w wyborze odpowiedniego wariantu nitonakrętki — materiału, rodzaju łba, profilu korpusu i rozmiaru gwintu — w celu zapewnienia niezawodnego działania przez cały okres użytkowania produktu.
Panele nadwozia samochodowego, ramy drzwi, wsporniki tablicy przyrządów, obudowy akumulatorów w pojazdach elektrycznych i nadwozia przyczep często wykorzystują nitonakrętki do mocowania wsporników, elementów wykończeniowych, elementów do zarządzania kablami i elementów mechanicznych do cienkiej blachy, której nie można spawać po malowaniu lub która musi wielokrotnie przyjmować i zwalniać elementy przez cały okres użytkowania pojazdu. Nitownice ze stali i stali nierdzewnej w rozmiarach M5 – M10 są najczęściej stosowane w nadwoziach samochodowych, przy czym nitonakrętki aluminiowe są stosowane w konstrukcjach pojazdów wymagających dużej zawartości aluminium, aby uniknąć problemów związanych z korozją galwaniczną. Wysokie wolumeny produkcji w branży motoryzacyjnej faworyzują pneumatyczne i zrobotyzowane narzędzia do ustawiania, które zapewniają stałą jakość montażu przy wydajności setek nitonakrętek na godzinę.
W szafach elektrycznych, szafach serwerowych, panelach sterowania i obudowach urządzeń elektronicznych za pomocą nitonakrętek można zamocować szyny DIN, wsporniki korytek kablowych, płyty montażowe komponentów i drzwi na zawiasach w cienkich stalowych lub aluminiowych panelach obudów. W tych zastosowaniach nitonakrętka często służy jako zamiennik nakrętki uwięzionej – eliminując potrzebę stosowania osobnej luźnej nakrętki na niedostępnej wewnętrznej powierzchni panelu obudowy. Mosiężne nitonakrętki są preferowane w zastosowaniach obejmujących montaż PCB lub wrażliwą elektronikę, gdzie właściwości magnetyczne stali mogą zakłócać działanie komponentów i gdzie mosiądz zapewnia zarówno odporność na korozję, jak i doskonałą jakość gwintu dla śrub o drobnym skoku powszechnie stosowanych w montażu elektroniki.
Panele wewnętrzne statków powietrznych, wnęki na sprzęt awioniki, wysięgniki ogonowe helikopterów i płatowce bezzałogowych statków powietrznych (UAV) wykorzystują nitonakrętki z aluminium i stali nierdzewnej do zapewnienia gwintowanych punktów mocowania w cienkościennych aluminiowych powłokach i panelach kompozytowych, gdzie nitowanie nie zapewniłoby połączenia gwintu, a spawanie jest albo niepraktyczne, albo strukturalnie niedopuszczalne. Zastosowania lotnicze wymagają nitonakrętek zgodnych ze specyfikacjami NAS (National Aerospace Standard) lub NASM, z bardziej rygorystycznymi tolerancjami wymiarowymi i wymaganiami testowymi niż produkty z katalogów komercyjnych. Warianty z łbem stożkowym są standardem w zastosowaniach z powierzchniami aerodynamicznymi, aby zapewnić płynny przepływ powietrza nad powierzchnią panelu.
W ramach stalowych i aluminiowych rurowych ram mebli, regałów ekspozycyjnych, systemów ścianek działowych i paneli okładzin architektonicznych za pomocą nitonakrętek można mocować okucia, wsporniki łączące, nóżki poziomujące i łączniki konstrukcyjne do profili pustych lub cienkościennych, gdzie gwintowanie materiału macierzystego byłoby niewystarczające, a spawanie jest niepraktyczne po malowaniu proszkowym lub anodowaniu. Możliwość montażu nitonakrętek po obróbce powierzchniowej jest znaczącą zaletą produkcyjną — części można najpierw wykończyć, a następnie przymocować nitonakrętkami bez uszkadzania powierzchni, w przeciwieństwie do nakrętek spawanych, które muszą zostać zamontowane przed wykończeniem i zabezpieczone podczas procesu powlekania.
Nawet przy prawidłowej specyfikacji produktu instalacje nitonakrętek zawodzą, jeśli zmienne procesowe nie są kontrolowane. Poniższe problemy odpowiadają za większość awarii na miejscu i odrzuceń związanych z jakością produkcji, a każdy z nich ma wyraźną przyczynę źródłową i środek zapobiegawczy.






")
")
")

Copyright © Staady Industrial Fasteners Co., Ltd. All Rights Reserved


 En
En