



Zapraszamy do kontaktu z nami, stałym nie tylko niezawodnym dostawcą, ale także twojego partnera biznesowego.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Mar 04,2026
Łączniki samowciskowe zrewolucjonizowały sposób, w jaki producenci mocują komponenty do cienkiej blachy. Te specjalistyczne łączniki są trwale instalowane w blachach za pomocą prasy, która przemieszcza materiał macierzysty wokół trzpienia łącznika, tworząc mocne połączenie mechaniczne, które nie poluzuje się, nie obróci ani nie wypadnie. Niezależnie od tego, czy pracujesz nad obudowami elektroniki, panelami samochodowymi czy sprzętem przemysłowym, zrozumienie technologii samozaciskowej może radykalnie poprawić jakość i wydajność montażu.
Łączniki samowciskowe to trwałe rozwiązania mocowania zaprojektowane specjalnie do zastosowań w cienkich blachach, gdzie tradycyjne spawanie, nitowanie lub gwintowanie nie jest praktyczne ani skuteczne. Termin „zaciskanie” odnosi się do procesu instalacji, podczas którego łącznik jest wciskany we wstępnie wycięty lub wywiercony otwór, co powoduje, że metal macierzysty wpływa do specjalnego rowka lub podcięcia w trzpieniu łącznika.
Magia dzieje się podczas instalacji, gdy zastosujesz siłę za pomocą narzędzia dociskowego lub ściskającego. Łącznik posiada ząbkowaną lub radełkowaną główkę, która chwyta powierzchnię blachy, zapobiegając obracaniu się. Wraz ze wzrostem ciśnienia metal wokół otworu przemieszcza się w pierścień lub rowek zaciskający łącznika. Ten proces formowania na zimno tworzy trwałą blokadę mechaniczną, która jest niezwykle mocna i odporna na siły wyciągające.
Tym, co sprawia, że te elementy złączne są szczególnie cenne, jest ich zdolność do zapewniania gwintów wielokrotnego użytku w materiałach zbyt cienkich do konwencjonalnego gwintowania. Standardowy otwór gwintowany w cienkim metalu może łączyć tylko dwa lub trzy gwinty, co prowadzi do słabych połączeń, które łatwo się usuwają. Z drugiej strony łączniki samowciskowe charakteryzują się solidną strukturą gwintu, którą można wielokrotnie montować i demontować bez pogorszenia jakości.
Proces instalacji jest wyjątkowo czysty i wydajny. W przeciwieństwie do spawania nie ma potrzeby odkształcania się pod wpływem ciepła, odprysków ani wykańczania. W przeciwieństwie do klejów, nie ma czasu utwardzania ani problemów środowiskowych. Łącznik instaluje się w ciągu kilku sekund i jest natychmiast gotowy do użycia, dzięki czemu idealnie nadaje się do środowisk produkcyjnych o dużej skali, gdzie liczy się szybkość i spójność.
The zapięcie samozaciskowe rodzina obejmuje wiele odmian, z których każda została zaprojektowana do konkretnych zastosowań i wymagań. Zrozumienie tych różnych typów pomoże Ci wybrać odpowiedni łącznik do Twoich konkretnych potrzeb.
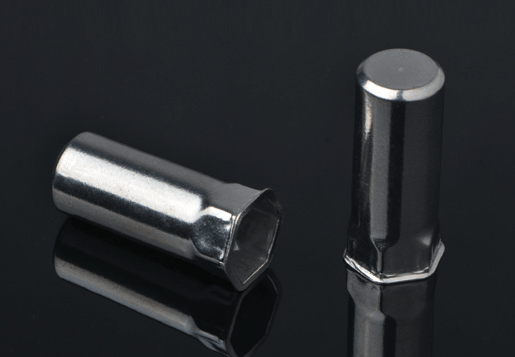
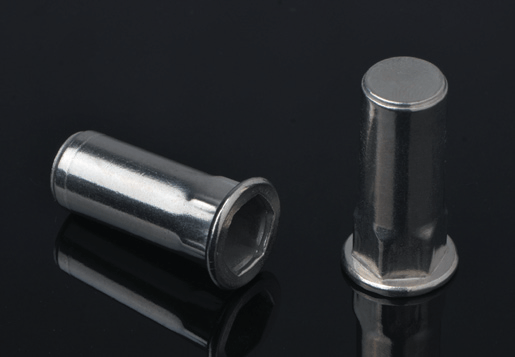
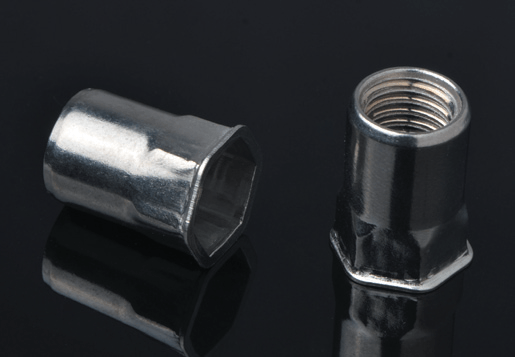
Nakrętki samozaciskowe są prawdopodobnie najczęstszym typem, z jakim się spotkasz. Nakrętki te instaluje się równo lub prawie równo z powierzchnią blachy i zapewniają trwałe gwinty wewnętrzne dla śrub lub wkrętów. Występują w różnych stylach, w tym okrągłych, sześciokątnych i kwadratowych kształtach korpusu. Typy okrągłe są najłatwiejsze w montażu i pracy w dowolnej orientacji, natomiast korpusy sześciokątne i kwadratowe zapewniają zabezpieczenie przed obrotem w zastosowaniach, w których nakrętka może być poddawana działaniu momentu obrotowego.
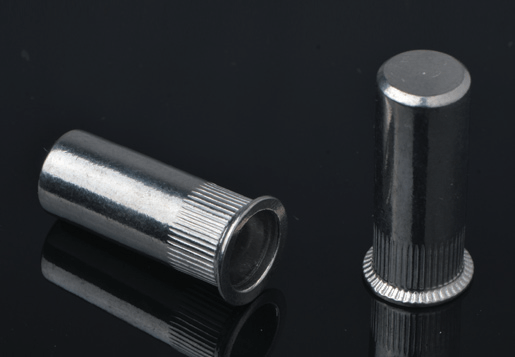
Kołki samowciskowe zapewniają gwint zewnętrzny wystający z powierzchni blachy. Są idealne, gdy trzeba przymocować komponenty z przeciwnej strony panelu lub gdy ograniczenia przestrzenne uniemożliwiają dostęp do obu stron podczas montażu. Kołki są dostępne w różnych długościach i rozmiarach gwintów i można je instalować równo, przedłużyć, a nawet wgłębić, w zależności od wymagań projektowych.
Dystanse tworzą precyzyjne odstępy pomiędzy komponentami lub płytkami drukowanymi. Zasadniczo są to gwintowane elementy dystansowe, które wciskają się w panel podstawy i zapewniają punkty montażowe w stałej odległości od powierzchni. Producenci elektroniki w dużym stopniu polegają na wspornikach do montażu płytek drukowanych, tworząc szczeliny powietrzne do chłodzenia i izolacji elektrycznej.
Te elementy złączne nie zapewniają gwintów, ale zamiast tego zapewniają precyzyjne pozycjonowanie i wyrównanie. Kołki ustalające pomagają zapewnić, że komponenty zostaną za każdym razem zamontowane dokładnie we właściwej pozycji, co ma kluczowe znaczenie dla utrzymania wąskich tolerancji w złożonych zespołach. Niektóre konstrukcje zawierają mechanizmy sprężynowe do mocowania komponentów bez gwintowanych elementów złącznych.
Samozaciskowe łączniki paneli obejmują śruby niewypadające, łączniki ćwierćobrotowe i mechanizmy szybkiego zwalniania, które są trwale instalowane w panelu, ale umożliwiają dostęp do obudów bez użycia narzędzi. Są one popularne w sprzęcie elektronicznym i telekomunikacyjnym, do którego technicy potrzebują regularnego dostępu w celu konserwacji.
Łączniki samowciskowe są produkowane z różnych materiałów, aby dopasować je do różnych wymagań aplikacji, warunków środowiskowych i typów metalu macierzystego. Wybór odpowiedniej kombinacji materiałów zapewnia optymalną wydajność i trwałość.
| Materiał | Właściwości | Najlepsze aplikacje |
| Stal węglowa | Wysoka wytrzymałość, ekonomiczność, wymaga powlekania w celu zapewnienia odporności na korozję | Ogólne zastosowanie przemysłowe, zastosowania wewnętrzne, sytuacje dużego obciążenia |
| Stal nierdzewna (seria 300) | Doskonała odporność na korozję, niemagnetyczna, dobra wytrzymałość | Przetwórstwo spożywcze, wyroby medyczne, środowiska morskie |
| Aluminium | Lekki, naturalnie odporny na korozję, o niższej wytrzymałości | Elektronika, przemysł lotniczy, zespoły o istotnym znaczeniu wagowym |
| Mosiądz | Przewodzący prąd elektryczny, dekoracyjny wygląd, dobra obrabialność | Uziemienie elektryczne, ekranowanie EMI, panele dekoracyjne |
| Stal nierdzewna (seria 400) | Magnetyczne, twardsze niż seria 300, dobra odporność na korozję | Motoryzacja, urządzenia, umiarkowane środowiska korozyjne |
Oprócz materiałów podstawowych opcje wykończenia dodają kolejną warstwę personalizacji. Cynkowanie zapewnia ekonomiczną ochronę antykorozyjną elementów złącznych ze stali węglowej. Pasywacja zwiększa naturalną odporność stali nierdzewnej na korozję. Anodowanie aluminiowych elementów złącznych poprawia twardość powierzchni i umożliwia kodowanie kolorami. Niektórzy producenci oferują specjalistyczne powłoki, takie jak cynk-nikiel do ekstremalnych warunków lub cienki, gęsty chrom do zastosowań wymagających niskiego tarcia i doskonałej ochrony przed korozją.
Prawidłowy montaż ma kluczowe znaczenie dla osiągnięcia pełnego potencjału łączników samowciskowych. Choć proces wydaje się prosty, dbałość o szczegóły sprawia, że różnica między bezpieczną, trwałą instalacją a instalacją, która przedwcześnie ulegnie awarii.
Przygotowanie otworu jest pierwszym krytycznym krokiem. Średnica otworu musi dokładnie odpowiadać specyfikacji łącznika. Zbyt mały i łącznik nie będzie prawidłowo zamontowany lub może uszkodzić blachę. Zbyt duży i działanie zaciskające nie spowoduje odpowiedniego przemieszczenia materiału dla silnego wiązania. Producenci podają dokładne zalecenia dotyczące rozmiaru otworów dla każdej kombinacji typu łącznika i grubości blachy.
Równie ważna jest grubość blachy. Każdy łącznik samowciskowy jest przystosowany do określonych zakresów grubości materiału. Użycie zbyt cienkiego łącznika metalowego powoduje przebicie, w którym przemieszczany materiał przepycha się przez przeciwną stronę. Zbyt gruby i materiał nie będzie się odpowiednio przemieszczał w miejscach zapinania. Zawsze sprawdzaj tabele producenta, aby dopasować specyfikacje elementów złącznych do grubości blachy.
Wymagania dotyczące siły montażowej różnią się w zależności od rozmiaru, typu i twardości materiału. Instalacja ręczna jest możliwa w przypadku małych ilości przy użyciu pras trzpieniowych lub ręcznych narzędzi do ściskania. W środowiskach produkcyjnych zazwyczaj wykorzystuje się prasy pneumatyczne, prasy serwoelektryczne lub dedykowane maszyny do wprowadzania. Kluczem jest zastosowanie prostego, równomiernego nacisku prostopadle do powierzchni blachy. Montaż pod kątem może spowodować uszkodzenie łącznika lub utworzenie słabych połączeń.
Łączniki samowciskowe oferują liczne korzyści, które w wielu zastosowaniach czynią je lepszymi od tradycyjnych metod mocowania. Zrozumienie tych zalet pomaga uzasadnić ich użycie i zoptymalizować wybory projektowe.
Trwały charakter montażu eliminuje ryzyko wypadnięcia elementów złącznych podczas transportu lub montażu. W przeciwieństwie do luźnych elementów konstrukcyjnych, które nie wibrują, łączniki samozaciskowe stają się integralną częścią konstrukcji panelu. Jest to szczególnie cenne w zastosowaniach narażonych na wibracje, takich jak motoryzacja, lotnictwo i maszyny przemysłowe, gdzie luźne elementy złączne mogą powodować katastrofalne awarie.

Wytrzymałość gwintu i możliwość ponownego użycia znacznie przekraczają to, co jest możliwe w przypadku otworów gwintowanych w cienkim metalu. Gwintowany otwór w aluminium o średnicy 0,062 cala może zapewnić tylko dwa pełne sprzęgnięcie gwintu, co prowadzi do zdzierania przy niewielkim momencie obrotowym. Nakrętka samozaciskowa wykonana z tego samego materiału zapewnia pełne połączenie gwintu z siłą wyciągania przekraczającą 1000 funtów i może być montowana i demontowana setki razy bez degradacji gwintu.
Proces instalacji jest czysty, szybki i nie wymaga specjalnych umiejętności. Spawanie wymaga przeszkolonych operatorów, powoduje powstawanie niebezpiecznych oparów i często zniekształca cienkie materiały. Nitowanie zapewnia trwałe mocowanie, ale nie nadaje się do ponownego użycia i często wymaga dostępu do obu stron zespołu. Instalacja samozaciskowa zajmuje kilka sekund, nie wytwarza dymu ani iskier i może być wykonana przez każdą osobę po minimalnym przeszkoleniu.
Opłacalność poprawia się radykalnie przy wielkości produkcji. Chociaż pojedyncze łączniki samowciskowe kosztują więcej niż zwykłe nakrętki lub śruby, całkowity koszt montażu często znacznie spada. Eliminujesz operacje wtórne, takie jak spawanie lub gwintowanie, skracasz czas pracy, minimalizujesz poprawki związane z usuniętymi gwintami i zmniejszasz roszczenia gwarancyjne z tytułu luźnego lub brakującego sprzętu.
Łączniki samowciskowe stały się niezbędne w wielu gałęziach przemysłu, a każda z nich wykorzystuje swoje unikalne możliwości do rozwiązywania specyficznych problemów montażowych.
Przemysł elektroniczny jest jednym z największych konsumentów sprzętu samozaciskowego. Obudowy komputerów, szafy serwerowe, sprzęt sieciowy i elektronika użytkowa w dużym stopniu opierają się na tych elementach złącznych. Możliwość tworzenia mocnych punktów montażowych w cienkich obudowach metalowych lub aluminiowych bez uszkadzania wrażliwych komponentów czyni je idealnymi do tego zastosowania. Elementy dystansowe płytek drukowanych utrzymują precyzyjne odstępy w przypadku zespołów wielopłytkowych, zapewniając jednocześnie solidne połączenia uziemiające.
Producenci samochodów stosują miliony samozaciskowych elementów złącznych we wszystkim, od paneli nadwozia po elektroniczne jednostki sterujące. Nowoczesne pojazdy zawierają dziesiątki modułów elektronicznych, każdy umieszczony w metalowych obudowach, których montaż odbywa się za pomocą nakrętek wciskanych i kołków. Elementy złączne wytrzymują trudne warunki panujące w motoryzacji, w tym ekstremalne temperatury, wibracje i narażenie na działanie środków chemicznych, zachowując jednocześnie swoją integralność przez cały okres użytkowania pojazdu.
Sprzęt telekomunikacyjny wykorzystuje samowciskowe elementy złączne do szaf serwerowych, przełączników sieciowych i obudów zewnętrznych. Połączenie odporności na korozję elementów złącznych ze stali nierdzewnej i możliwości tworzenia sprzętu, który można szybko serwisować, czyni je idealnymi do zastosowań telekomunikacyjnych, gdzie krytyczny jest czas sprawności, a technicy potrzebują szybkiego dostępu w celu naprawy.
Producenci wyrobów medycznych cenią sobie czysty proces instalacji i dostępność materiałów biokompatybilnych. Sprzęt diagnostyczny, instrumenty chirurgiczne i urządzenia do monitorowania pacjenta często są wyposażone w obudowy ze stali nierdzewnej z samozaciskowymi łącznikami, które wytrzymują wielokrotne cykle czyszczenia i sterylizacji bez pogorszenia jakości.
Zastosowania lotnicze wymagają najwyższych standardów wydajności, a łączniki samowciskowe to zapewniają. Lekkie aluminiowe łączniki zmniejszają wagę, zachowując jednocześnie wytrzymałość. Stała instalacja zapobiega problemom związanym z FOD (zanieczyszczeniami obcymi) wynikającymi z luźnego sprzętu. Wiele elementów złącznych stosowanych w przemyśle lotniczym ma specjalne cechy, takie jak materiały o wyższej wytrzymałości i zastrzeżone konstrukcje certyfikowane do zastosowań o krytycznym znaczeniu dla lotu.
Włączenie łączników samowciskowych do projektów wymaga starannego planowania, aby zmaksymalizować korzyści z nich płynące i uniknąć typowych pułapek. Te wytyczne projektowe pomagają inżynierom tworzyć solidne zespoły, które w pełni wykorzystują technologię przetłaczania.
Odległość od krawędzi ma istotne znaczenie dla integralności instalacji. Zamontowanie łącznika zbyt blisko krawędzi panelu może spowodować odkształcenie lub rozerwanie krawędzi podczas montażu, ponieważ przemieszczany materiał nie ma dokąd pójść. Większość producentów zaleca minimalną odległość od krawędzi wynoszącą od dwóch do trzech razy większą od średnicy łącznika, chociaż szczegółowe wymagania różnią się w zależności od typu łącznika i grubości materiału.
Rozstaw łączników wpływa zarówno na wytrzymałość, jak i jakość montażu. Kiedy w bliskiej odległości zainstalowanych jest wiele elementów złącznych, pola naprężeń z każdej instalacji mogą oddziaływać na siebie. Zbyt blisko grozi odkształceniem materiału lub zmniejszoną siłą wyrywania. Ogólne wytyczne sugerują rozstaw elementów złącznych w odległości co najmniej trzech średnic od środka do środka, ale zawsze sprawdzaj to zgodnie z zaleceniami producenta konkretnego elementu złącznego.
Kompatybilność materiałowa łącznika z metalem macierzystym zapobiega korozji galwanicznej i zapewnia prawidłowe zaciskanie. Łączniki ze stali nierdzewnej dobrze sprawdzają się w panelach ze stali nierdzewnej, aluminium lub stali. Aby zapobiec korozji, łączniki aluminiowe powinny być stosowane wyłącznie w panelach aluminiowych. Jeżeli nie można uniknąć mieszania materiałów, należy rozważyć zastosowanie powłok lub materiałów barierowych, aby zapobiec bezpośredniemu kontaktowi metalu z metalem.
| Współczynnik projektowy | Wytyczne | Dlaczego to ma znaczenie |
| Tolerancja średnicy otworu | Typowo 0,000 / -0,004 cala | Zapewnia prawidłowe zaciśnięcie bez pękania i słabych wiązań |
| Płaskość blachy | W granicach 0,020 cala na stopę | Zapobiega problemom z instalacją i zapewnia zlicowane osadzenie |
| Wykończenie powierzchni | Zalecana grubość 125 mikrocalów lub lepsza | Gładkie powierzchnie umożliwiają lepszy przepływ materiału podczas zaciskania |
| Bliskość promienia zgięcia | Minimalna grubość blachy 3x od gięcia | Utrzymuje płaską powierzchnię montażową i zapobiega koncentracji naprężeń |
| Kierunek obciążenia | Optymalizuj pod kątem obciążeń rozciągających prostopadłych do arkusza | Wytrzymałość na rozciąganie znacznie przekracza wytrzymałość na ścinanie |
Nawet przy właściwym planowaniu mogą wystąpić problemy z instalacją. Szybkie rozpoznanie i naprawienie tych problemów zapobiega problemom z jakością i opóźnieniom w produkcji.
Przechylenie łącznika podczas instalacji zazwyczaj wskazuje na niewspółosiowość stempla i otworu lub niewystarczające podparcie pod panelem. Łącznik wchodzi pod kątem, a nie prostopadle, co powoduje nierówne zaciskanie i zmniejszoną wytrzymałość. Rozwiązania obejmują weryfikację wyrównania oprzyrządowania, zapewnienie sztywnego podparcia panelu oraz sprawdzenie, czy otwory są czyste i wolne od zadziorów.
Przebicie następuje, gdy przemieszczany materiał przebija przeciwną stronę arkusza, zamiast wpływać do rowka klinczowego. Zwykle oznacza to, że blacha jest zbyt cienka dla wybranego łącznika, siła montażu jest nadmierna lub materiał jest zbyt miękki. Zmiana łącznika na cieńszy materiał lub wybór innego typu łącznika często rozwiązuje przełomowe problemy.
Niekompletne zaciśnięcie powoduje, że łącznik jest luźny lub może się obracać. Dzieje się tak, gdy siła montażowa jest niewystarczająca, otwór jest zbyt duży lub materiał jest zbyt twardy w stosunku do konstrukcji łącznika. Sprawdź, czy siła montażowa jest zgodna ze specyfikacjami producenta, sprawdź średnicę otworu ze specyfikacjami i rozważ, czy twardość materiału przekracza wartość znamionową łącznika.
Zniekształcenie powierzchni wokół łącznika powoduje powstawanie wgłębień lub plam olejowych w panelu. Zwykle wynika to z niewystarczającego podparcia podczas instalacji lub instalowania elementów złącznych zbyt blisko zagięć lub krawędzi. Użycie odpowiednich kowadeł i podkładek eliminuje większość problemów z odkształceniami. Jeżeli zniekształcenie jest nieuniknione ze względu na ograniczenia projektowe, należy rozważyć łączniki z łbem wpuszczanym lub wpuszczanym, które minimalizują wpływ na wygląd.
Sprawdzenie, czy zainstalowane łączniki samowciskowe spełniają wymagania eksploatacyjne, gwarantuje niezawodność produktu i zapobiega awariom w terenie. Kilka standardowych testów ocenia jakość montażu łączników i nośność.
Test wypychania mierzy siłę potrzebną do całkowitego przepchnięcia łącznika przez blachę. Test ten pozwala sprawdzić, czy podczas instalacji nastąpiło prawidłowe zaciśnięcie. Dopuszczalne wartości wypychania różnią się w zależności od typu i rozmiaru łącznika, ale powinny spełniać lub przekraczać opublikowane specyfikacje producenta. Niskie wartości wypychania wskazują na problemy z instalacją, takie jak niewystarczająca siła, zbyt duże otwory lub niekompatybilność materiałów.
Test momentu obrotowego określa, jaką siłę obrotową może wytrzymać element złączny przed obróceniem się w panelu. Nakrętki i śruby dwustronne wciskane nigdy nie powinny się obracać, niezależnie od momentu obrotowego montażu, aż do ich wartości znamionowych. Testowanie polega na stopniowym zwiększaniu momentu obrotowego przy jednoczesnym monitorowaniu obrotów. Awaria wskazuje na słabą instalację, zbyt małe wymiary elementów złącznych dla danego zastosowania lub uszkodzone ząbki na łbie elementu mocującego.
Test rozciągania na rozciąganie przykłada siłę prostopadłą do powierzchni arkusza, aby zmierzyć maksymalną nośność. Test ten ma kluczowe znaczenie w zastosowaniach, w których podczas użytkowania elementy złączne podlegają działaniu sił ciągnących. Prawidłowe testowanie wykorzystuje skalibrowany sprzęt i przebiega zgodnie ze standardowymi procedurami, aby zapewnić powtarzalne, znaczące wyniki. Wiele branż ma specyficzne wymagania dotyczące wytrzymałości na rozciąganie, które muszą zostać spełnione w celu uzyskania certyfikacji.
Kontrola wzrokowa pozostaje jedną z najbardziej praktycznych metod kontroli jakości w środowiskach produkcyjnych. Przeszkoleni inspektorzy zwracają uwagę na prawidłowe osadzenie główki, brak przechyleń, równomierne formowanie pierścienia zaciskowego i brak zniekształceń panelu. Wiele firm opracowuje standardy wizualne, w tym próbki przekrojowe przedstawiające akceptowalne i niedopuszczalne instalacje w celu szkolenia operatorów i odniesienia.
Zrozumienie prawdziwego kosztu łączników samowciskowych wymaga spojrzenia poza cenę jednostkową i uwzględnienia całkowitych kosztów montażu, poprawy jakości i długoterminowych oszczędności. Kompleksowa analiza kosztów często pokazuje, że wyższe koszty elementów złącznych są równoważone przez znaczne oszczędności w innych miejscach procesu produkcyjnego.
Bezpośrednie koszty materiałów w przypadku elementów złącznych samowciskowych są wyższe niż w przypadku podstawowych nakrętek i śrub, zazwyczaj od dwóch do pięciu razy więcej na sztukę, w zależności od rodzaju i objętości. Jednak to porównanie ignoruje szerszy obraz. Kiedy uwzględni się wyeliminowane operacje, samozaciskanie często staje się konkurencyjne pod względem kosztów lub nawet tańsze niż rozwiązania alternatywne.
Oszczędności w pracy szybko akumulują się w środowiskach produkcyjnych. Montaż łącznika samowciskowego zajmuje zaledwie kilka sekund i wymaga minimalnych umiejętności operatora. Porównaj to z gwintowaniem, które wymaga wiercenia, gwintowania, czyszczenia i kontroli. Lub spawanie, które wymaga wykwalifikowanych operatorów, rozbudowanego sprzętu zabezpieczającego, czyszczenia po spawaniu i weryfikacji jakości. Różnica w kosztach pracy na montaż może z łatwością przekroczyć wyższy koszt elementów złącznych.
Koszty jakości znacznie spadają dzięki technologii samozaciskowej. Często gwintowane otwory w cienkich metalowych paskach, wymagające ponownej obróbki lub złomu. Spawane elementy mocujące mogą pękać lub powodować odkształcenia wymagające prostowania. Instalacje samozaciskowe są wysoce spójne i niezawodne, co zmniejsza liczbę usterek i roszczeń gwarancyjnych. Sama wartość zmniejszonej ilości złomu i przeróbek często uzasadnia wzrost kosztów elementów złącznych.
Uproszczenie zapasów zapewnia ukryte oszczędności. Samozaciskanie eliminuje potrzebę przechowywania pasujących nakrętek, podkładek i podkładek zabezpieczających dla każdego rozmiaru śruby. Eliminujesz także obawy dotyczące pomieszania lub utraty sprzętu podczas montażu. Uproszczone numery części i obniżone koszty utrzymywania zapasów przyczyniają się do ogólnej redukcji kosztów.
Branża elementów złącznych samowciskowych stale ewoluuje dzięki nowym materiałom, projektom i zastosowaniom, które spełniają zmieniające się potrzeby produkcyjne. Świadomość tych trendów pomaga inżynierom wykorzystać najnowszą technologię w celu uzyskania przewagi konkurencyjnej.
Lekkie materiały napędzają innowacje w projektowaniu elementów złącznych, ponieważ producenci samochodów i przemysłu lotniczego realizują agresywne cele w zakresie redukcji masy. Nowe stopy aluminium i polimery konstrukcyjne stanowią wyzwanie dla tradycyjnych materiałów złącznych. Producenci reagują, oferując ultralekkie konstrukcje elementów złącznych, które zachowują wytrzymałość przy jednoczesnej minimalizacji wagi. Niektóre eksperymentalne elementy złączne zawierają kompozyty z włókna węglowego lub stopy magnezu, co zapewnia ekstremalną oszczędność masy.
Integracja automatyki postępuje szybko, ponieważ producenci starają się wyeliminować ręczne etapy montażu. Nowe konstrukcje samozaciskowych elementów złącznych obejmują funkcje przeznaczone specjalnie do zrobotyzowanej obsługi i instalacji. Systemy montażu wspomaganego wizją automatycznie lokalizują położenie otworów i instalują elementy złączne bez interwencji człowieka. Systemy te radykalnie zwiększają szybkość i spójność instalacji, jednocześnie zmniejszając koszty pracy.
Inteligentne elementy złączne z wbudowanymi czujnikami stanowią nową technologię do zastosowań krytycznych. Wyobraź sobie nakrętki samowciskowe, które monitorują moment obrotowy śruby i ostrzegają o poluzowaniu elementów złącznych, lub elementy złączne wykrywające temperaturę do zastosowań związanych z zarządzaniem temperaturą. Technologie te, choć nadal znajdują się głównie w fazie badań i rozwoju, mogą zmienić sposób, w jaki monitorujemy i konserwujemy zmontowane produkty.
Względy środowiskowe mają wpływ na wybór materiałów i procesy produkcyjne. Producenci opracowują elementy złączne z materiałów pochodzących z recyklingu i wdrażają bardziej zrównoważone metody produkcji. Alternatywne powłoki bezołowiowe i niezawierające chromu odpowiadają przepisom dotyczącym ochrony środowiska, zachowując jednocześnie ochronę przed korozją. Trend branżowy w stronę zasad gospodarki o obiegu zamkniętym oznacza, że w przyszłości producenci elementów złącznych będą coraz bardziej priorytetowo traktowali możliwość recyklingu i wpływ na środowisko w całym cyklu życia.
Zaawansowane powłoki i obróbka powierzchni w dalszym ciągu poszerzają zakres zastosowań samowciskowych elementów złącznych. Nowe technologie powlekania zapewniają doskonałą odporność na korozję, zmniejszają tarcie w celu łatwiejszego montażu lub zwiększają właściwości izolacji elektrycznej. Niektóre powłoki mają właściwości przeciwdrobnoustrojowe do zastosowań medycznych i gastronomicznych, podczas gdy inne zapewniają odporność na ekstremalne temperatury w samochodowych układach wydechowych lub piecach przemysłowych.






")
")
")

Copyright © Staady Industrial Fasteners Co., Ltd. All Rights Reserved


 En
En